مؤلف:
Gregory Harris
تاريخ الخلق:
15 أبريل 2021
تاريخ التحديث:
1 تموز 2024

المحتوى
- خطوات
- طريقة 1 من 4: المجلفن بالغمس الساخن
- طريقة 2 من 4: الطلاء الكهربائي
- طريقة 3 من 4: نشر الجلفنة
- طريقة 4 من 4: الرش
- نصائح
- تحذيرات
جلفنة أو جلفنة الفولاذ تتمثل في وضع طبقة من الزنك على سطحه لحماية المعدن من التآكل. لأول مرة ، تم استخدام الزنك كمادة هيكلية أثناء تدمير بومبي ، لكن أول استخدام له في جلفنة الفولاذ (بتعبير أدق ، الحديد) يعود إلى عام 1742 ، وتم تسجيل براءة اختراع لهذه العملية في عام 1837. يستخدم الفولاذ المجلفن في المزاريب والأنابيب السفلية ومزاريب السقف والتثبيتات الخارجية والمسامير. هناك العديد من التقنيات المستخدمة في جلفنة الفولاذ: الجلفنة بالغمس الساخن ، والجلفنة الكهربائية ، والجلفنة بالانتشار ، والتعدين بالرش.
خطوات
طريقة 1 من 4: المجلفن بالغمس الساخن
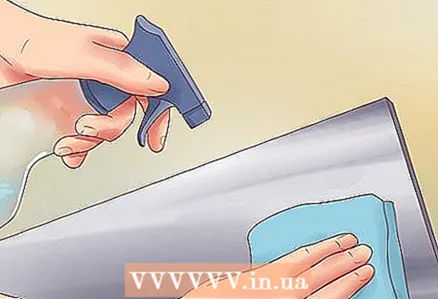 1 نظف السطح من الأوساخ. يجب تنظيف سطح الفولاذ تمامًا قبل المتابعة. تعتمد طريقة التنظيف على ما يجب إزالته بالضبط من السطح.
1 نظف السطح من الأوساخ. يجب تنظيف سطح الفولاذ تمامًا قبل المتابعة. تعتمد طريقة التنظيف على ما يجب إزالته بالضبط من السطح. - استخدم منظفًا حمضيًا خفيفًا أو قلويًا ساخنًا أو منظفًا بيولوجيًا لإزالة الأوساخ والشحوم والزيوت أو بقع الطلاء.
- لإزالة الأسفلت ، الإيبوكسي ، الفينيل ، مقياس اللحام ، استخدام السفع الرملي أو أي نوع من أنواع السنفرة الكاشطة.
 2 انتقي الصدأ. يتم ذلك باستخدام حمض الهيدروكلوريك أو حمض الكبريتيك الساخن ؛ الأحماض تزيل الصدأ والقشور.
2 انتقي الصدأ. يتم ذلك باستخدام حمض الهيدروكلوريك أو حمض الكبريتيك الساخن ؛ الأحماض تزيل الصدأ والقشور. - في بعض الحالات ، يكون التنظيف الكاشطة كافيًا لإزالة الصدأ ، وفي حالات أخرى يكون الجمع بين هذا العلاج والحفر الحمضي ضروريًا. في بعض الأحيان يتم استخدام مادة كاشطة ذات جزيئات خشنة ، على سبيل المثال ، يتم نفخ الفولاذ بنفث من الهواء باستخدام طلقة خشنة.
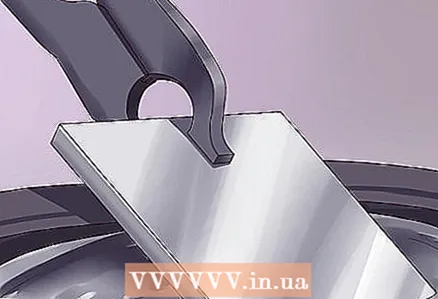
 3 ضع المعدن في التدفق. في هذه الحالة ، استخدم محلول كلوريد أمونيوم الزنك باعتباره "التدفق" ، والذي يزيل الصدأ المتبقي والقشور ويحمي الفولاذ من الصدأ الجديد قبل أن يتم جلفنته.
3 ضع المعدن في التدفق. في هذه الحالة ، استخدم محلول كلوريد أمونيوم الزنك باعتباره "التدفق" ، والذي يزيل الصدأ المتبقي والقشور ويحمي الفولاذ من الصدأ الجديد قبل أن يتم جلفنته.  4 اغمر الفولاذ في الزنك المصهور. يجب أن يحتوي حمام الزنك المصهور على 98 في المائة على الأقل من الزنك وأن يظل عند درجة حرارة 435-455 درجة مئوية (815-850 درجة فهرنهايت).
4 اغمر الفولاذ في الزنك المصهور. يجب أن يحتوي حمام الزنك المصهور على 98 في المائة على الأقل من الزنك وأن يظل عند درجة حرارة 435-455 درجة مئوية (815-850 درجة فهرنهايت). - عندما يغطس الفولاذ في حمام الزنك ، يتفاعل الحديد مع الزنك ، وتتشكل مجموعة كاملة من السبائك في طبقات السطح ، وصولاً إلى الزنك النقي على السطح نفسه.
 5 قم بإزالة الفولاذ المجلفن ببطء من حمام الزنك المصهور. سوف يستنزف معظم الزنك الزائد الجزء ؛ ما تبقى يمكن تنظيفه بالموجات فوق الصوتية أو بجهاز طرد مركزي.
5 قم بإزالة الفولاذ المجلفن ببطء من حمام الزنك المصهور. سوف يستنزف معظم الزنك الزائد الجزء ؛ ما تبقى يمكن تنظيفه بالموجات فوق الصوتية أو بجهاز طرد مركزي. 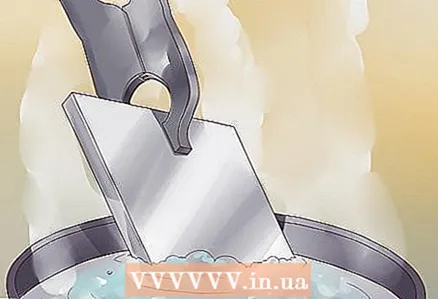 6 تبريد الصلب المجلفن. سيوقف التبريد تفاعل الجلفنة ، والذي يحدث فقط في درجات حرارة مرتفعة عندما يتم غمر الفولاذ في حمام معدني منصهر. هناك عدة طرق لتبريد الفولاذ:
6 تبريد الصلب المجلفن. سيوقف التبريد تفاعل الجلفنة ، والذي يحدث فقط في درجات حرارة مرتفعة عندما يتم غمر الفولاذ في حمام معدني منصهر. هناك عدة طرق لتبريد الفولاذ: - اغمر المعدن في محلول تخميل يحتوي على هيدروكسيد البوتاسيوم.
- اغمس الفولاذ في الماء.
- برد الفولاذ في الهواء.
 7 فحص الفولاذ المجلفن. بعد أن يبرد المعدن ، تحقق مما إذا كان الطلاء يبدو جيدًا وغير متقشر وسميك بدرجة كافية. هناك طرق عديدة لاختبار جودة طلاء الزنك على الفولاذ.
7 فحص الفولاذ المجلفن. بعد أن يبرد المعدن ، تحقق مما إذا كان الطلاء يبدو جيدًا وغير متقشر وسميك بدرجة كافية. هناك طرق عديدة لاختبار جودة طلاء الزنك على الفولاذ. - يمكن العثور على معايير الجلفنة بالغمس الساخن ومراقبة جودة الطلاء الناتج في GOST 9.307-89.
طريقة 2 من 4: الطلاء الكهربائي
 1 تحضير الفولاذ بنفس الطريقة السابقة للجلفنة بالغمس الساخن. يجب تنظيف السطح المعدني من الأوساخ والصدأ قبل بدء عملية الجلفنة.
1 تحضير الفولاذ بنفس الطريقة السابقة للجلفنة بالغمس الساخن. يجب تنظيف السطح المعدني من الأوساخ والصدأ قبل بدء عملية الجلفنة.  2 تحضير إلكتروليت الزنك. عادة ، هذا هو كبريتات الزنك أو محلول سيانيد الزنك.
2 تحضير إلكتروليت الزنك. عادة ، هذا هو كبريتات الزنك أو محلول سيانيد الزنك.  3 اغمس الفولاذ في المنحل بالكهرباء. سيبدأ تفاعل المحلول مع المعدن ، ونتيجة لذلك ستترسب طبقة من الزنك على سطح الفولاذ. كلما زاد طول الفولاذ في الإلكتروليت ، زادت سماكة الطلاء.
3 اغمس الفولاذ في المنحل بالكهرباء. سيبدأ تفاعل المحلول مع المعدن ، ونتيجة لذلك ستترسب طبقة من الزنك على سطح الفولاذ. كلما زاد طول الفولاذ في الإلكتروليت ، زادت سماكة الطلاء. - على الرغم من أن هذه الطريقة توفر تحكمًا أفضل في سمك الطلاء مقارنةً بالجلفنة بالغمس الساخن ، إلا أنها عادةً لا تسمح بالطلاء السميك نسبيًا.
طريقة 3 من 4: نشر الجلفنة
 1 تحضير الفولاذ بنفس طريقة طرق الجلفنة الأخرى. نظف السطح بمحلول حمضي أو ، إذا لزم الأمر ، صنفرة بالرمل وإزالة أي صدأ.
1 تحضير الفولاذ بنفس طريقة طرق الجلفنة الأخرى. نظف السطح بمحلول حمضي أو ، إذا لزم الأمر ، صنفرة بالرمل وإزالة أي صدأ.  2 ضع الفولاذ في وعاء مغلق.
2 ضع الفولاذ في وعاء مغلق. 3 قم بتغطية الفولاذ بإحكام بمسحوق الزنك.
3 قم بتغطية الفولاذ بإحكام بمسحوق الزنك.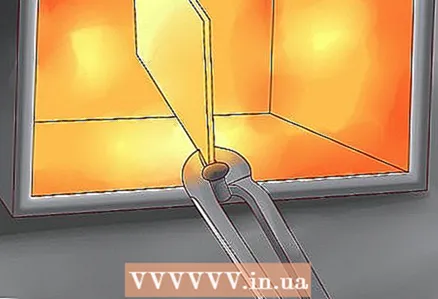 4 سخن المعدن. سيؤدي ذلك إلى إذابة مسحوق الزنك وترك طبقة رقيقة على سطح الفولاذ عند التبريد.
4 سخن المعدن. سيؤدي ذلك إلى إذابة مسحوق الزنك وترك طبقة رقيقة على سطح الفولاذ عند التبريد. - هذه الطريقة جيدة لطلاء الأجزاء ذات الأشكال المعقدة ، لأن الطلاء موحد في السمك وفي الأماكن التي يصعب الوصول إليها. كما أنها تعمل بشكل جيد مع الأجزاء الفولاذية الصغيرة نسبيًا.
طريقة 4 من 4: الرش
 1 تحضير الفولاذ بالطريقة نفسها المستخدمة في الطرق الأخرى. تنظيف السطح من الأوساخ والصدأ قبل الطلاء.
1 تحضير الفولاذ بالطريقة نفسها المستخدمة في الطرق الأخرى. تنظيف السطح من الأوساخ والصدأ قبل الطلاء.  2 رش على طبقة رقيقة من الزنك المصهور.
2 رش على طبقة رقيقة من الزنك المصهور. 3 تسخين المعدن لضمان الالتصاق المناسب.
3 تسخين المعدن لضمان الالتصاق المناسب.- يكون طلاء الزنك الذي يتم الحصول عليه بهذه الطريقة أكثر مرونة وأقل عرضة للتشقق والتقشير ، ولكنه أقل مقاومة لتكوين الصدأ تحت الطلاء مقارنة بالطرق الأخرى.
نصائح
- يمكن زيادة حماية الفولاذ المجلفن ضد التآكل بدهانه بطلاء يحتوي على غبار الزنك. يمكن أيضًا استخدام الطلاء الذي يحتوي على الزنك بدلاً من طرق الجلفنة المذكورة أعلاه.
- تضفي اللوحة لمعانًا ساطعًا على الفولاذ المجلفن.
- يتميز الفولاذ المجلفن بمقاومة عالية للتآكل من الخرسانة والجير والألمنيوم والرصاص والزنك بشكل طبيعي.
- الجلفنة هي نوع مما يسمى الحماية الكاثودية ، عندما يعمل المعدن المراد حمايته ككاثود في تفاعل كهروكيميائي ، ويعمل المعدن الواقي كأنود ، أي أن مادة الأنود تؤدي وظائف وقائية ، تتآكل بدلاً من القاعدة. مواد. غالبًا ما يشار إلى المعدن المطلي بطبقة من الأنود القرباني بالمعدن المؤكسد.
تحذيرات
- يصعب طلاء الفولاذ المجلفن أكثر من الفولاذ غير المجلفن.
- طلاء الزنك على الفولاذ المجلفن عرضة للتآكل الحمضي والقلوي (القاعدة). تعتبر أحماض الكبريتيك والكبريت ضارة بشكل خاص في هذا الصدد ، والتي يمكن أن تتشكل عند اختلاط كبريتيد الهيدروجين وثاني أكسيد الكبريت بمياه الأمطار (المطر الحمضي) ، خاصةً إذا كان هذا الماء يتفاعل مع الطحالب أو الأشنة. يمكن أن تتفاعل مياه الأمطار أيضًا مع طلاء الزنك لتكوين كربونات الزنك.بمرور الوقت ، تصبح كربونات الزنك هشة وتتقشر في النهاية ، مما يتسبب في تآكل الطبقات الداخلية للطلاء أو حتى المعدن الأساسي.
- يتميز الفولاذ المجلفن بمقاومة منخفضة للتآكل عند ملامسته لأي معدن بخلاف الألومنيوم أو الرصاص أو القصدير أو الزنك. إنه عرضة بشكل خاص للتآكل عند التفاعل مع الحديد والفولاذ غير المجلفن والنحاس والكلوريدات والكبريتات ، والتي توجد غالبًا في الأسمنت.
- يقلل الفولاذ المطلي بالزنك من مقاومة الإجهاد لأن طلاء الزنك يتوسع بشكل كبير عند تسخينه ويتقلص عند تبريده.



